





直缝管【防腐管】今日价格视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:直缝管【防腐管】今日价格的图文介绍
直缝高频电阻焊管(ElectricResistanceWelding,简称为ERW)与无缝钢管 的区别在于ERW有条焊缝,这也是ERW钢管质量的关键所在。现代化的ERW钢管生产工艺和设备,由于国际上,尤其是美国等多年的不懈努力,使得ERW钢管的无缝化已经有了比较满意的解决。有人把ERW钢管的无缝化分为几何无缝化和物理无缝化。几何无缝化就是ERW钢管的内外焊缝毛刺。由于内毛刺系统的结构和刀具的不断改进和完善,大中口径的钢管内毛刺的已有了较好的处理。内毛刺可控制在-0.2mm~+0.5mm左右。物理无缝化是指焊缝内部的金相组织与母材之间存在差别而导致焊缝区域机械性能下降,需要采取措施使其均化、一致化。ERW钢管的高频焊接热过程,造成了管坯边缘附近温度分布梯度,并形成了熔化区、半熔化区、过热组织、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接温度在1100℃以上,奥氏体晶粒急速长大,在冷却条件下会形成硬而脆的粗晶相,此外温度梯度的存在会产生焊接应力。


埋弧焊直缝钢管机械扩径的作用? 1、可有效提高钢管尺寸精度:目前,直缝埋弧焊管成型方式主要有UO,RB,JCO,C和Hu-Metal,采用这5种成型方式生产的钢管,不同程度地存在几何尺寸精度不高的问题。由于直缝埋弧焊缝是在管体的一侧进行内、外焊,因而钢管在热应力的作用下要发生弯曲变形,而焊缝部分纵向收缩量也较大,使钢管的直线度受到严重影响;另外,这5种成型方式生产的钢管,椭圆度均较大,尤其是JCO和C成型钢管。因此,必须通过扩径、整圆等工艺提高钢管的几何精度。2、减少或在制管、试验过程中引起的包辛格效应:由于钢管在成型和试验过程中会产生包辛格效应,使屈服强度下降,而钢管在扩径时冷作硬化,扩径后可提高钢管的屈服强度,这样就减少了为达到钢管的强度要求而提高板材等级所造成的浪费。3、钢管成型和焊接的残余应力:冷扩径可以成型和焊接时造成的残余应力,改善钢管内应力的分布状态,从而避免因所输送石油或天然气中的H2S在钢管应力集中区域产生氢脆甚至裂纹的情况。



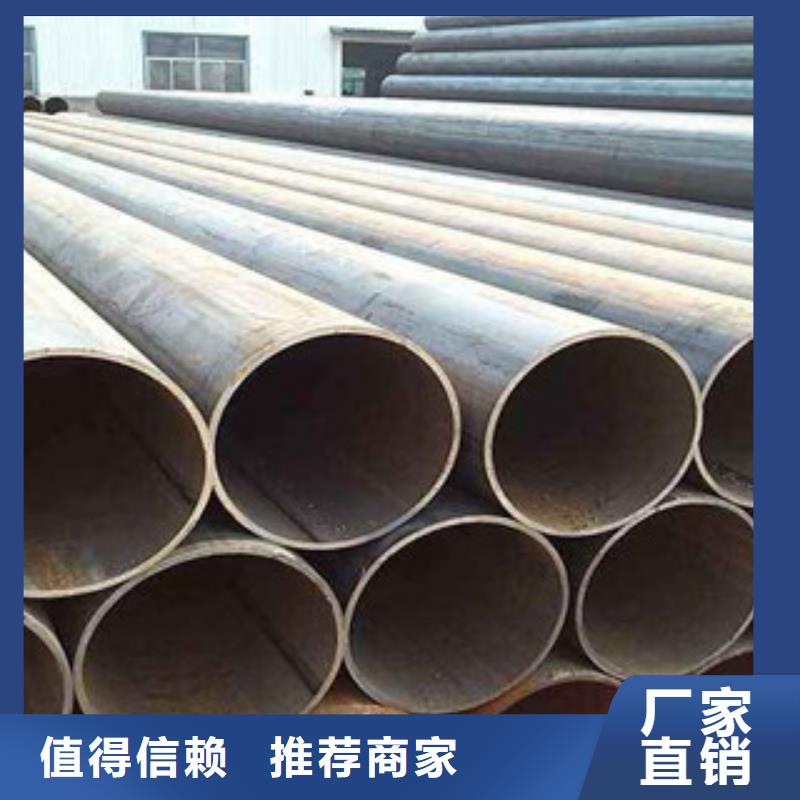
直缝焊管生产工艺相对简单,主要生产工艺有高频焊直缝钢管和埋弧焊直缝钢管,直缝管生产效率高,成本低,发展较快。 螺旋焊管的强度一般比直缝焊管高,主要生产工艺是埋弧焊,螺旋钢管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 在业内生产较大口径直缝钢管时会使用丁字焊技术,即将一段段短的直缝钢管再进行对接,接成符合工程需要的长度,丁字焊直缝钢管缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。



德州钢兴钢管 有限公司深耕于 12Cr1MoVG无缝钢管系列产品的换代升级。近年来,学习国外技术、引进国外设备,建立了一支 12Cr1MoVG无缝钢管技术过硬、检测、管理完善的生产和服务团队。始终把“客户,质量”作为公司的核心理念。
展望未来德州钢兴钢管 有限公司将继续发扬中国传统匠心精神,不忘初心,脚踏实地。努力把中国制造 12Cr1MoVG无缝钢管推向世界。



大直径直缝埋弧焊接钢管制造工艺多种多样,各有特点,根本区别在于成型方式不同。从成型质量、效率、经济性和成型能力看,JCOE成型目前在大直径直缝埋弧焊管生产上占据发展优势。JCOE直缝埋弧焊管成型方式科学、经济,生产工艺:基本克服了螺旋缝焊管技术的不足,焊缝质量容易保证、残余应力小。因此,JCOE直缝埋弧焊管是近几年制管业发展的一个趋势。
LSAW自动超声检测程控要点为:按下启动按钮,系统主电路电源接通,经检测电源电压正常,则各控制继电器在PLC相应指令下按时序相继接通。自动超声检测各程序相继进行。一根焊管经探伤、下料后,各控制继电器已相继断开,一个探伤循环结束,系统自动复位,准备下一根焊管的检测。当检测过程异常时,按急停按钮,则系统电源立即断开,可避免设备受到损害。



